想要更直观地了解【淮安】【本地】河道铸铁闸门-附壁式双向止水铸铁闸门环保型产品吗??产品视频,带你走进产品世界
以下是:【淮安】【本地】河道铸铁闸门-附壁式双向止水铸铁闸门环保型的图文介绍

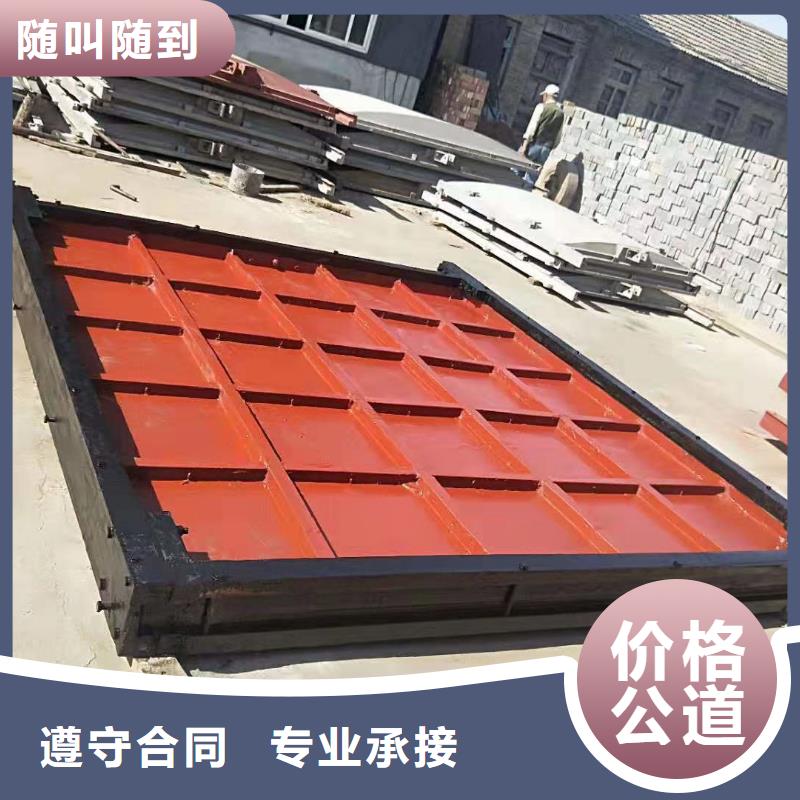
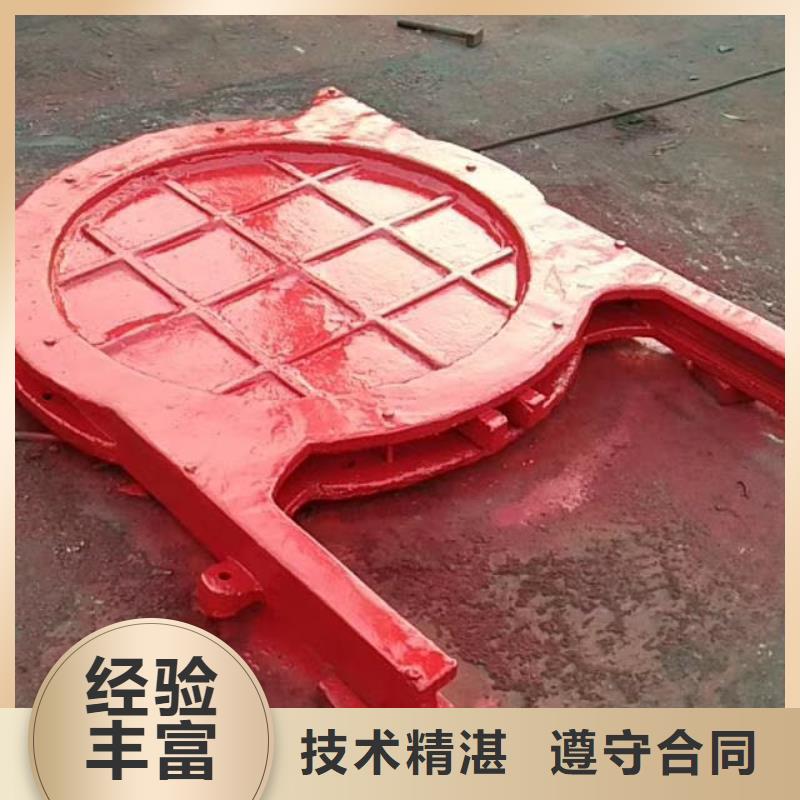
止水的设计分为 P 型侧止水和平板止水两个主要部分。一是P 型侧止水。在门板迎水面靠闸墩一侧安装 P 型止水橡皮,用平头螺栓连接再焊于板面的角钢上,且在设计中考虑 5mm的压缩量,使 P 型橡皮的橡皮球压缩紧贴于预埋在焊接的钢质平面上,超过门槽的上游沿口 5cm。同时,底止水与侧止水交角处将橡皮割切成一定断面进行弯转搭接,经压板螺栓连接,这样,就在门板上游由底止水和两侧止水形成连续性密封止水带,使闸门滴水不漏。二是平板止水。对于侧止水和底止水均是平板止水橡皮时,要求定位准确,使其既不因螺栓压板位置离门槽上游沿口太近而导致安装的橡皮弯曲偏离墩面,又不因螺栓压板位置离门槽上游沿口太远而使安装的橡皮附贴面过窄而落入门槽失去止水意义。对于底角侧止水和底止水的搭接交叉处出现的空隙,塞填削割成型的橡皮契块,并拧紧压板螺母使侧、底止水仍形成连续密封的止水带,同样可达到滴水不漏的效果。另外,注意门底槛必须是钢质预埋件。


安装及调试 1﹑设备到现场后应对照送货单单独检验闸门是否完整,有无损坏。 2﹑检查闸门安装位置及土建尺寸是否与图纸相符。 3﹑安装时必须分四部分安装 4﹑首先门框的安装:安装前,先与预埋钢板焊接固定,此时门框两侧须平行且应与底框及上部框架垂直,门框安装好后进行二次浇注,二次浇注一定要封实,不能有渗水现象,待混凝土养护后方可使用。门框安装时应保证导轨面在铅垂线上,其倾斜度不大于1//1000。保证其平面度及对角线误差不超过标准规定。 4.1 门框安装好后,同时清除门框中杂物,以免影响门叶的安装。特别是密封面上不得有其它杂物。 4.2 门体安装应注意对角线误差。 4.3 然后安装启闭机机座,安装时注意平面度。 4.4 安装时应检测闸板与闸门框之间的密封圈间隙,闸门正向工作水头时,密封泄露小于1.25L/min



闸门使用与保养 1、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏(伤)定位装置。 2、使用手电两用启闭机启闭闸门时,应注意到: a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。 b、用手动启闭时,应切断电源,将摇柄插入孔内摇动(或将电动装置上的电动标记切入到手动标志上去)。 c、每2-3个月对启闭机轴承,传动螺杆、螺母等加注1-2次润滑液,大保养时,应给轴承部分注满牛油。 d、每年需对闸门作一次油漆、防腐处理



瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂专注生产加工 液压翻板铸铁闸门、, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!


铸铁闸门防腐处理方法 铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。







 扫一扫
扫一扫